








Ceramic backing material for JRJI reinforcing welded bar joint construction method
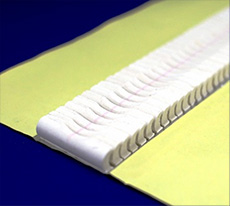
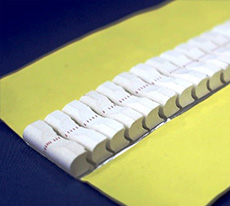
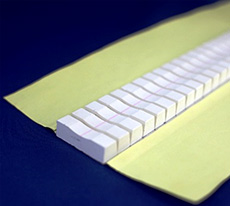
BARPITA® Series
The construction method is very simple.
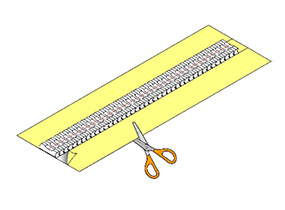
Cut


Paste
Cover

Weld

Completed
WTD-16
(Applicable for reinforcing bar diameter: D13/D16)
WTD-41
(Applicable for reinforcing bar diameter: D19 to D41)
WTD-51
(Applicable for reinforcing bar diameter: D51)
First, we will explain the JRJI reinforcing welded bar joint construction method.
JRJI reinforcing welded bar joint construction method
This welding method is officially called a torch shielding welding method using ceramic backing materials with aluminum sheets and windbreak hoods, which is one of the welding methods used for reinforcing bar joints. JRJI developed this method to improve further the convenience and workability of reinforcing welded bar joints and developing uniform technical standards and general construction methods amid the increasing complexity of management and concerns about the reliability of construction quality due to the recent diversification of the reinforcing welded bar joint methods.
Features of the JRJI reinforcing welded bar joint construction method
– Feature 1
Provides a combination of a nozzle and a contact chip protruding about 10 to 25 mm to prevent a reduction of electric current and voltage due to the wire stretched too much during welding.
– Feature 2
Enables easy preparation for welding and post-work processing by using ceramic backing materials with aluminum sheets, Barpita® series.
– Feature 3
Prevents winds up to 6 m/s by using exclusive windbreak hoods and stores shield gas in the hoods and welds, ensuring sound welding.

- Work procedure
- Cut the material to the length of the desired diameter, peel off the release paper, and wrap the material around the reinforcing bar. The length should cover approximately half of the bar diameter. After that, mount a exclusive windbreak hood and perform welding.

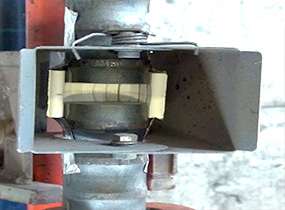
Attaching the backing material
In this photograph, the release paper is released, and the backing material is attached to the reinforcement. The backing material can be attached to any diameter of the reinforcing bar as shown in the photograph, enabling sound welding.
Mounting the windbreak hood
Covering the welding area with a windbreak hood not only provides a windbreak effect but also makes shield gas being filled in the hood, preventing welding defects. The windbreak hood also prevents the backing material from falling.

Looking downward Welding
Stress-free welding is enabled. As shown in Fig. 2, the method provides a wide view, enabling easy welding operation.